检测参数 3D
本章节详细介绍 3D 模式 下的检测工具及其参数含义。 与 2D 检测相比,3D 检测利用高度与形貌信息,可更好地排除光照与纹理干扰,适合识别高度异常、翘起、立碑、倾斜等缺陷;两类检测项可按需组合使用以获得更稳定的结果。

1. 本体工具
用途:判断元件主体是否存在异常,包括偏移、旋转、缺损、极性方向错误,以及高度与倾斜类异常。 系统支持 2D 图像检测 与 3D 高度检测 相结合:
- 2D 检测
主要基于图像和 AI 模型的判定,用于识别 外观缺陷,如本体缺损、裂痕、极性反转、字符印刷异常等。可单独开启或关闭。
- 3D 检测
基于点云高度与形状信息,用于识别 几何与形貌异常,包括 偏移、旋转、高度、元件倾斜、立碑等。可单独开启或关闭。
本体检测 (2D)
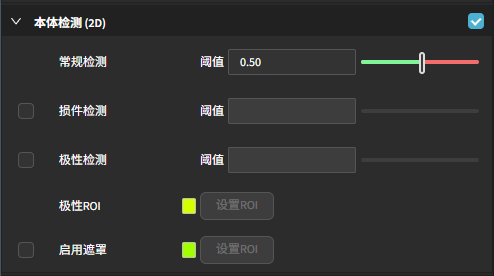
- 常规检测
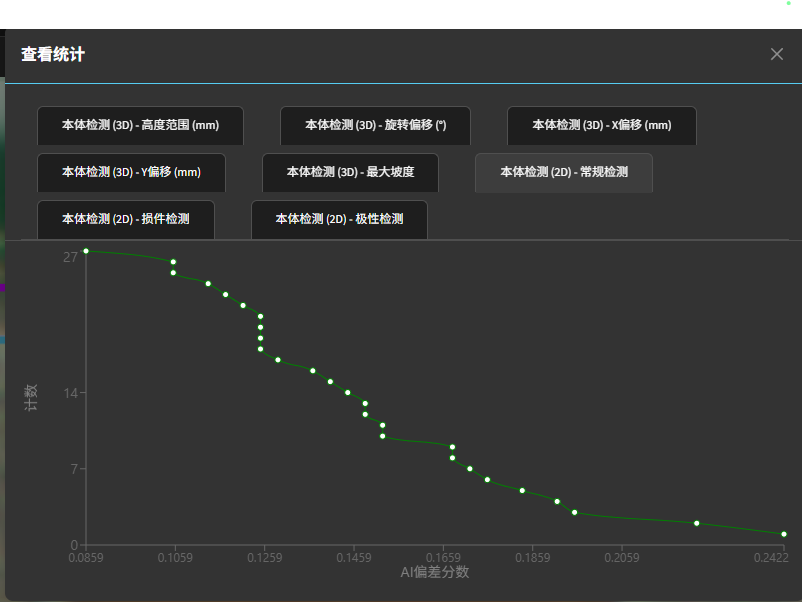
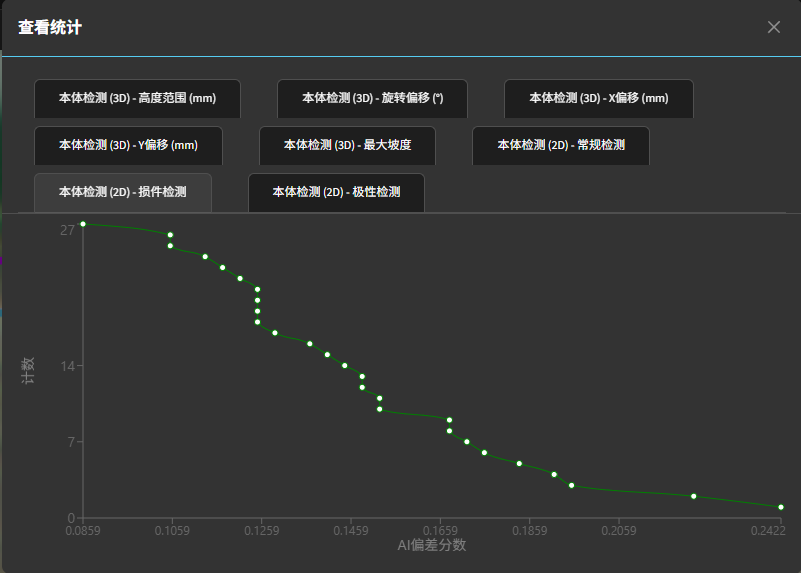
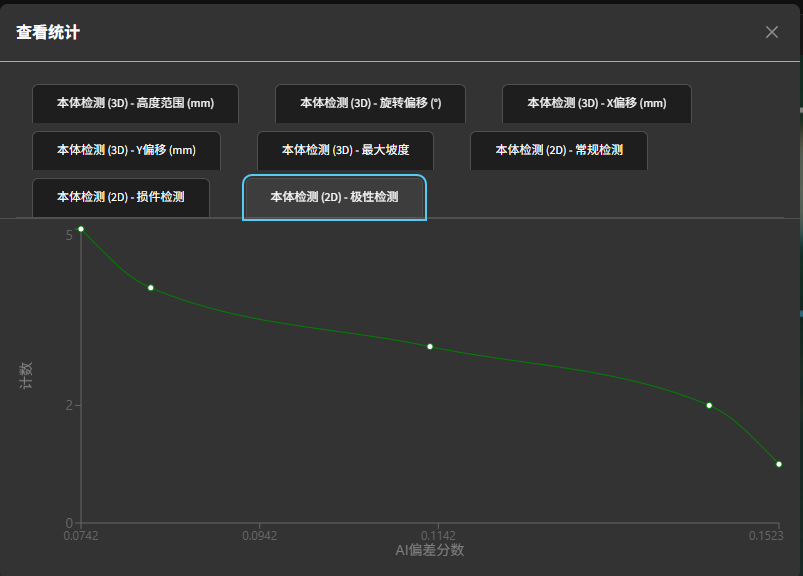
对元件本体的 AI 异常分数进行判定;分数接近 0 代表与正常相似,接近 1 代表与正常不相似。可通过分数分布图选择阈值。

- 损件检测(AI,对齐后检测)
针对元件本体的破损、缺口等异常。检测前会先将元件图像与 标准样本 自动对齐,避免因位置偏移导致误判。 模型会输出一个分数:接近 0 表示与正常样本相似,接近 1 表示与正常样本差异大。 用户可以通过统计图表对比正常样本和异常样本的分数分布,进而选择合适的判定阈值。


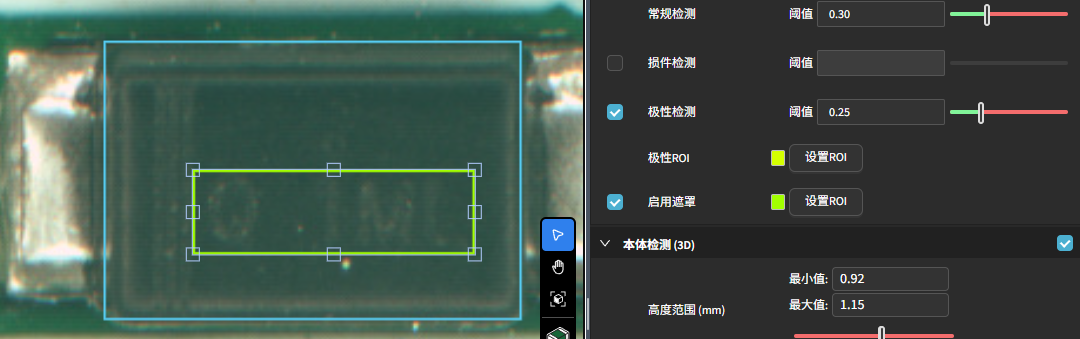
- 极性检测(AI,对齐后检测)
用于判断元件的极性方向是否正确。检测前同样会先对齐,以减少位置误差。 系统会在检测框内生成一个绿色的极性 ROI,只在该 ROI 区域内学习和判定极性特征,从而识别是否存在极性反转。 分数判定方式与损件检测相同:0 趋近正常,1 趋近异常,可通过分布图表设定阈值。
极性 ROI:点击 设置 ROI 或在显示窗口中直接拖拽 调整ROI框。
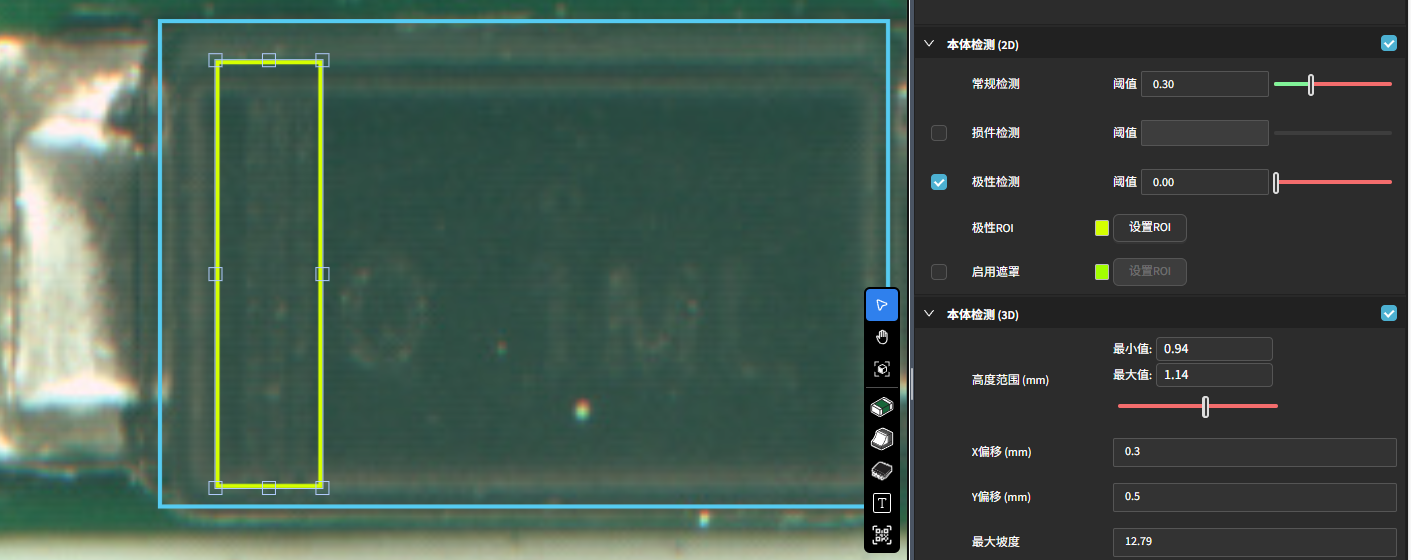

- 启用遮罩
对含有不固定字符/图案的区域进行遮蔽,避免影响 AI 检测。
本体检测 (3D)

- 高度范围 (mm)
元件本体允许的高度差下限/上限;实际高度差超出范围判定为 NG。用于发现器件高度超差、未贴合等问题。
- 最大坡度(倾斜阈值)
元件本体表面允许的最大斜率;超过阈值判定为 NG。用于识别器件倾斜、单侧翘起等形貌异常。
- 检查立碑
启用后检测“立碑”现象(两端高度差导致器件竖起)。
- 旋转偏移 (°)
元件本体的旋转偏差评估;超过阈值判定为 NG。
- X 偏移 (mm) / Y 偏移 (mm)
元件本体表的平面偏移评估;超过阈值判定为 NG。
- 背景 ROI 1 / 背景 ROI 2
在器件附近选择 1–2 个基板区域作为参考,系统会根据这些区域计算基板基准高度。 这样可以更准确地获得器件的相对高度,并补偿板翘或局部不平整,提高高度与坡度判定的稳定性。
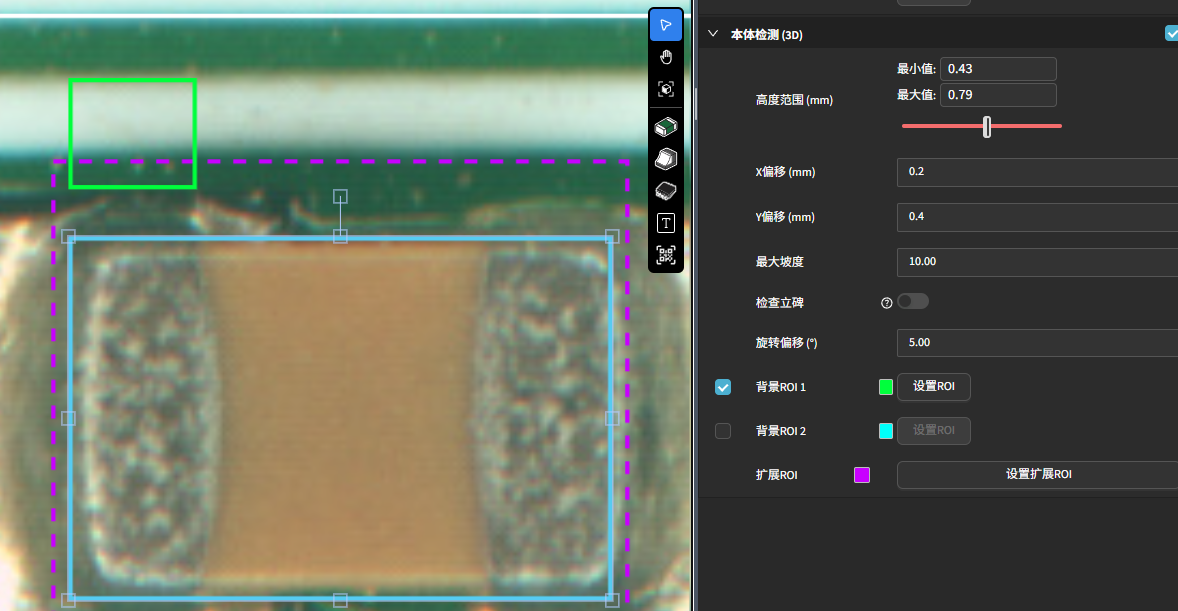
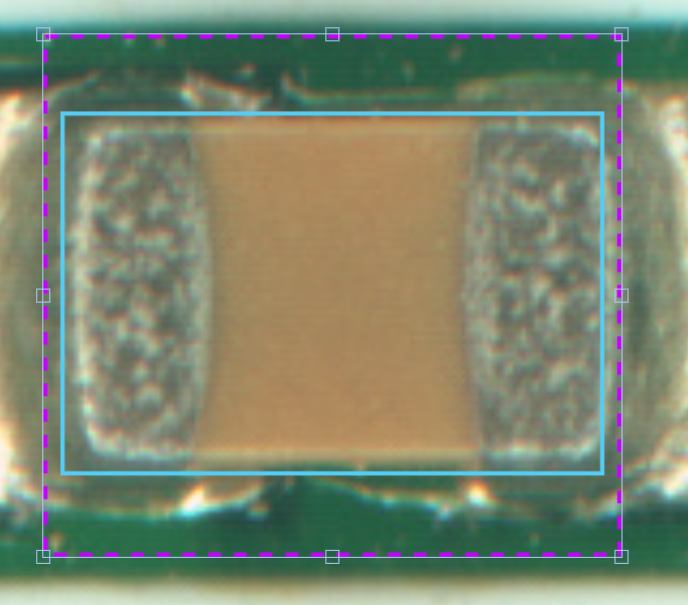
- 扩展 ROI
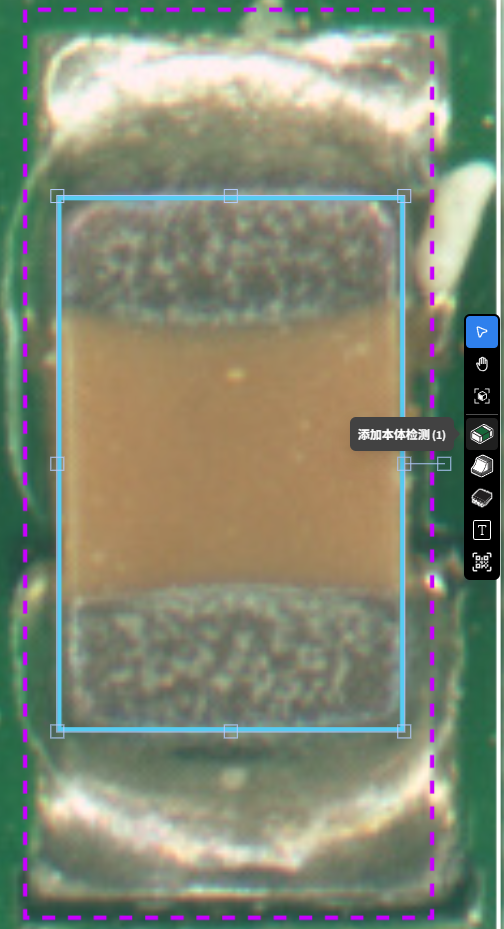
在元件周围向外的拓展区域,由紫色虚线框表示,应当包括pcb基板作为参考面来计算 元件高度 。
2. 焊锡检测
用途:基于 3D 点云高度信息,判断元件两端焊点是否饱满、翘起或虚焊。 通过计算焊点相对于基板的高度比率、角度及扩展区域,可以识别 缺锡、立碑、过高/过低焊点 等异常。
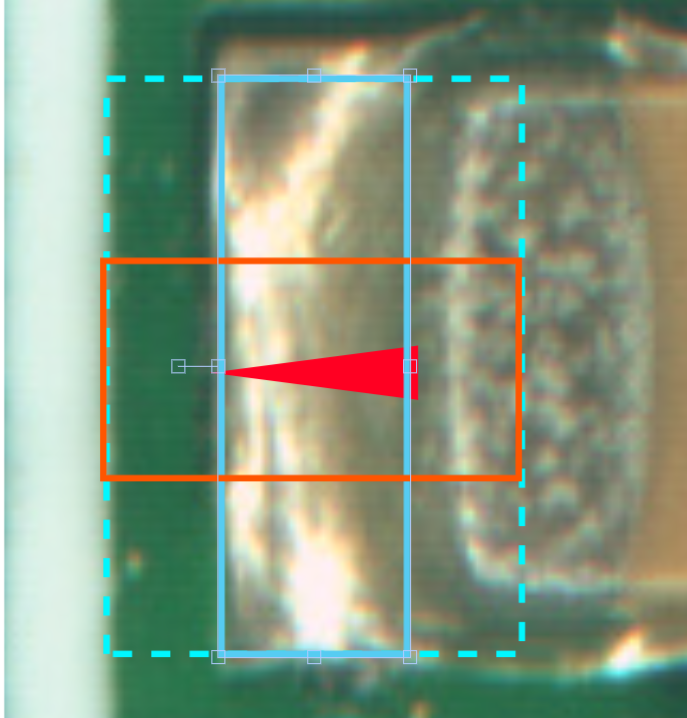
检测框中包含以下元素:
红色箭头:表示焊锡延展的方向,应从元件端部指向 PCB 板面。
橙色框(焊点 ROI): 定义焊点检测的点云范围。
蓝色虚线框(扩展 ROI):在原始 ROI 外延展,一侧覆盖 PCB 板面,一侧延伸至元件表面,从而获得完整的斜率区间,便于计算焊点高度和角度等指标。

轮廓模式 (Profile Mode) 定义在轮廓 ROI 内高度点的合并方式。 可选 AVERAGE (取平均值,默认)或 MAX (取最大值)。

元件尖端偏移 (%)
修正元件端点与焊点起始位置之间的偏移量百分比,确保高度测量基准准确。
最大 PCB 角度 (°)
基板在焊点处允许的最大倾斜角。若超出阈值,可能因板翘导致测量不稳定。
最小焊点高度比率 (%)
焊点高度相对于元件高度的下限值。若低于该值,则判定为虚焊或缺锡。
最大元件角度 (°)
元件端部允许的最大倾斜角。超过该值通常判定为立碑或器件翘起。
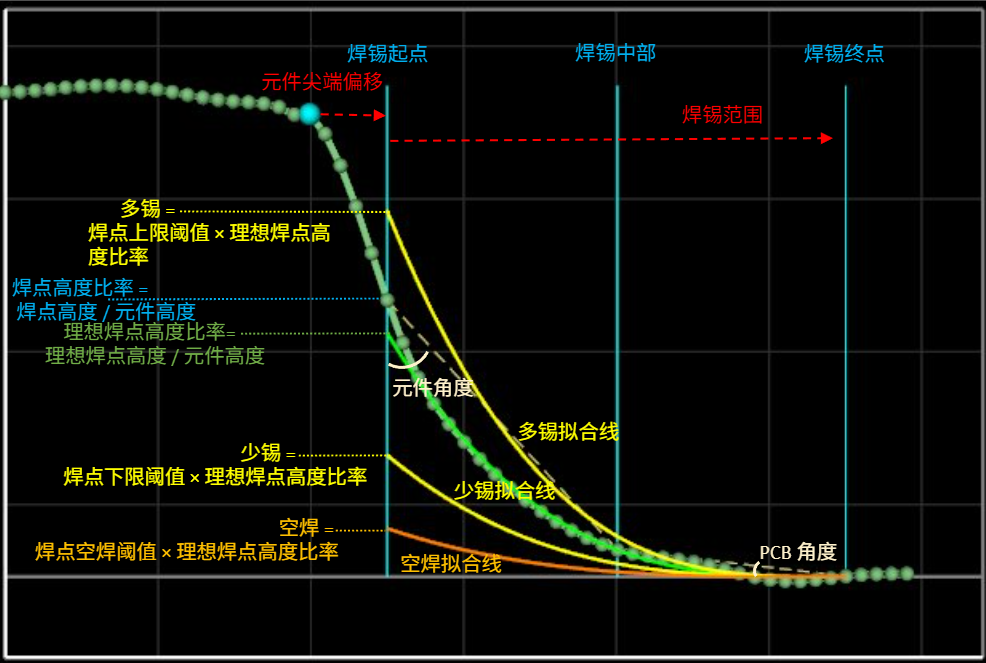
空焊阈值 (%)
设定空焊阈值,用于生成拟合线。当实际焊锡拟合线下的面积小于该阈值线下面积时,判定为空焊 (Open Solder)。
焊点下限阈值 (%)
设定下限阈值,用于生成少锡拟合线。当实际焊锡拟合线下的面积小于下限阈值线下面积时,判定为少锡 (Insufficient Solder)。
焊点上限阈值 (%)
设定上限阈值,用于生成多锡拟合线。当实际焊锡拟合线下的面积大于上限阈值线下面积时,判定为多锡 (Excessive Solder)。
理想焊点高度比率 (%)
基于元件高度的百分比,用作参考目标值。系统会根据该比率生成拟合基准线,用于后续阈值判定。
扩展 ROI
在元件与焊点区域外额外扩展的基板区域,用于获取基准面高度。这样可获得完整的斜率区间,提升焊点高度计算的准确性。
轮廓 ROI
定义扫描剖面的区域。系统会在此区域提取点云截面曲线,用于计算开口角度、面积比率和高度比率。
Note
- 缺陷判断条件
Excessive Solder (多锡):理想高度比率线下面积 > 多锡拟合线下的面积,或元件/PCB 角度超限。
Insufficient Solder (少锡):理想高度比率线下面积 < 少锡拟合线下的面积。
Open Solder (空焊):理想高度比率线下面积 < 空焊拟合线下的面积。
Note
文档中的示意图使用 线下面积 来帮助理解焊点高度曲线与阈值的关系。 实际检测过程是基于 3D 点云数据进行的,计算的是 曲线延伸到三维后对应的体积。 因此,所有与“面积”相关的说明,在真实检测中均表示为 体积 判定。
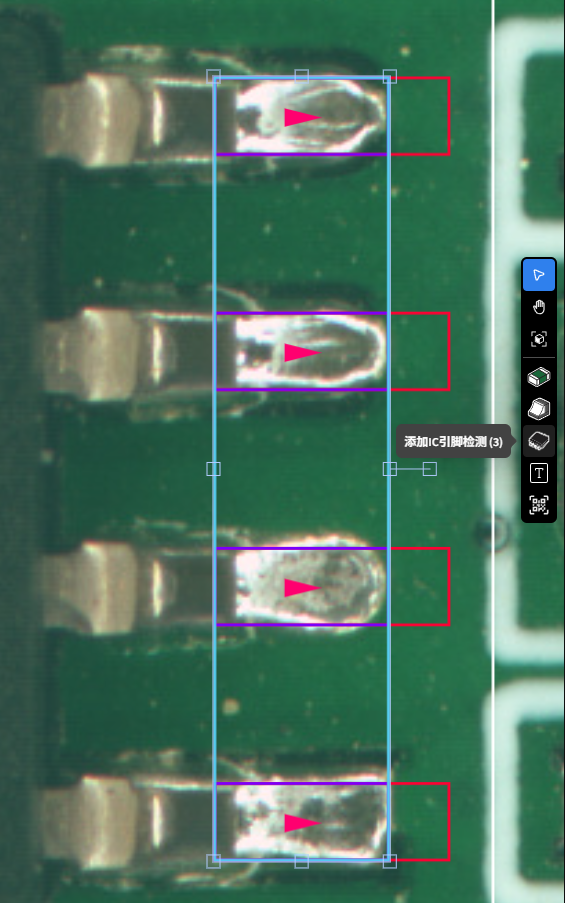
3. IC引脚工具
用途:检测IC引脚,常见问题包括 引脚偏移、虚焊、连锡/桥接、引脚翘起 (Lifted Lead) 等。 系统支持 2D 图像检测 与 3D 高度检测 相结合:
2D 检测主要基于图像的AI判断,用于识别桥接、虚焊等问题;可单独开启或关闭。
3D 检测主要基于点云高度信息,用于判定引脚翘起、引脚高度不一致等问题;可单独开启或关闭。
2D 引脚检测参数

引脚数量 指定 ROI 内引脚的总数量,系统会自动等分并生成对应的引脚检测框。
引脚阈值 AI 检测的判定阈值。每个引脚 ROI 会得到一个预测分数,分数大于阈值时判定为异常。

引脚宽度 (mm) 定义单个引脚 ROI 的宽度。该参数会与显示窗口中的检测框同步调整,需要确保检测框准确覆盖引脚边界,以保证检测结果可靠。
3D 引脚检测参数

扩展长度 (mm)
在引脚 ROI 框的方向(三角箭头所指的方向)上向外延伸的长度。 通过向下延伸覆盖一部分 PCB 基板区域,可以获得基准高度, 从而在 3D 检测中更准确地计算引脚的实际高度和是否翘起。
引脚数量
定义当前 ROI 内的引脚个数,与 2D 设置一致。
高度范围 (mm)
设定引脚高度的允许范围(最小值和最大值)。 如果某个引脚的高度超出范围,就会判定为 引脚翘起 (Lifted Lead)。
最大高度标准差 (mm)
允许的引脚高度波动范围。若标准差超过该阈值,判定 引脚翘起 (Lifted Lead)。
引脚宽度 (mm)
定义单个引脚 ROI 的宽度。该参数会与显示窗口中的检测框同步调整,与 2D 设置一致。
最小高度均值 (mm)
设置引脚的最低平均高度阈值。若低于该值,则判定为 引脚翘起 (Lifted Lead)。

引脚间隙
用途:检测相邻引脚之间是否存在 连锡 (Bridge/Short) 或 异常焊料残留。 系统会在每两个引脚检测框之间自动生成一个“引脚间隙区域”,并利用 AI 模型进行学习与判定。
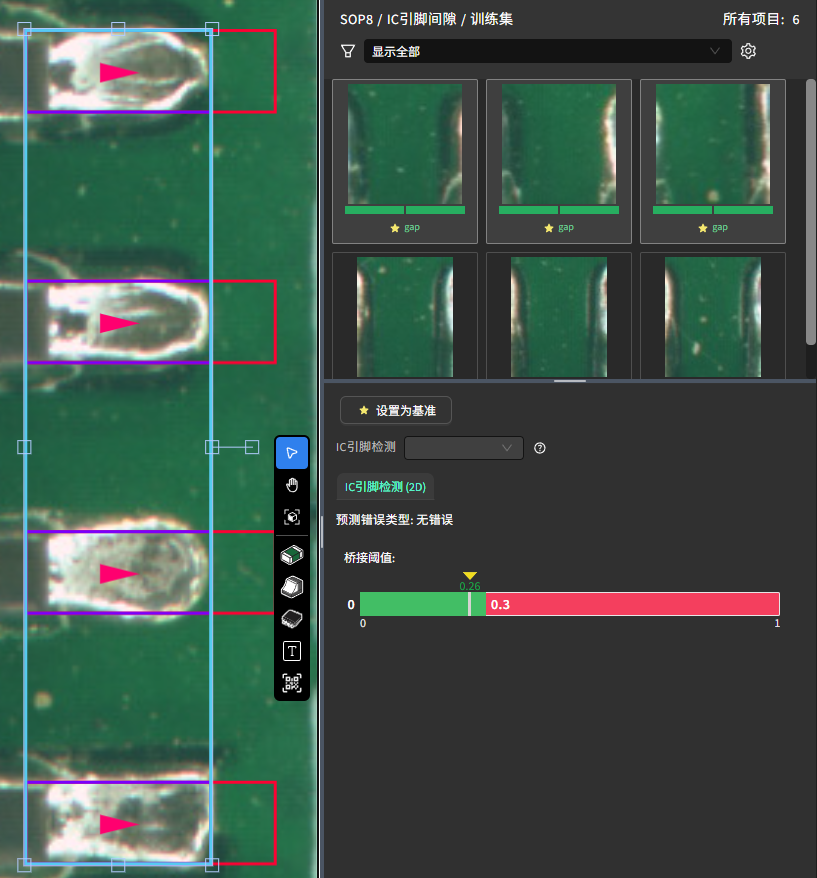
自动区域划分:
相邻引脚之间的间隙会被系统自动分割出来,无需手动绘制。
AI 判定方式:
每个间隙区域会经过 AI 模型推理,得到一个 异常分数:
分数接近 0 → 与正常样本相似,判定为 OK;
分数接近 1 → 与正常样本差异大,判定为 NG。
阈值设置:
用户可通过分数分布图,观察正常与异常样本的分布情况,并设置一个合适的阈值来分割 OK/NG。
Note
- 缺陷判断:
桥接/连锡:通过 2D 检测相邻引脚间的“引脚间隙”判断。
虚焊/缺焊:2D 焊料比例过低,或 3D 高度异常低。
引脚翘起:3D 平均高度低于最小高度均值阈值。
高度不一致:引脚间高度差超过最大高度标准差。
4. 文本工具
用途:识别并校验检测框内文本。检测框上的三角形箭头用于表示文本的阅读方向,应确保箭头方向与实际字符方向一致,以便正确识别。
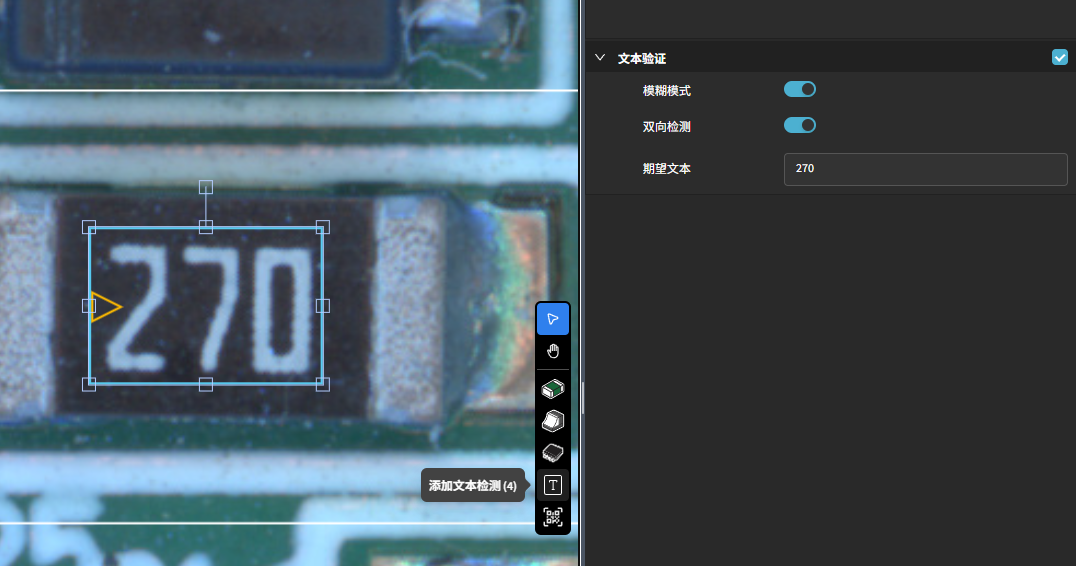
模糊模式:当“期望文本”与检测文本长度一致时,可通过反馈把易混字符(如 1 / l )加入模糊表;两者互换也视为正确。
双向检测:进行 0°/180° 两次识别,任意方向匹配即判定 OK。
期望文本:输入目标字符串。
5. 条形码工具
用途:识别条码/二维码,并将读出的序列号用于与历史检测记录关联(如 PCB 唯一序列号)。
