检测参数 2D
本章节详细介绍 2D 检测工具及其参数含义,并结合典型用法与调参思路,帮助你在实际产线中高效完成建模与检测。

1. 本体工具
用途:检测元件本体缺陷,支持 AI 缺陷检测、角度/偏移、极性等。绘制区域应覆盖元器件主体表面。
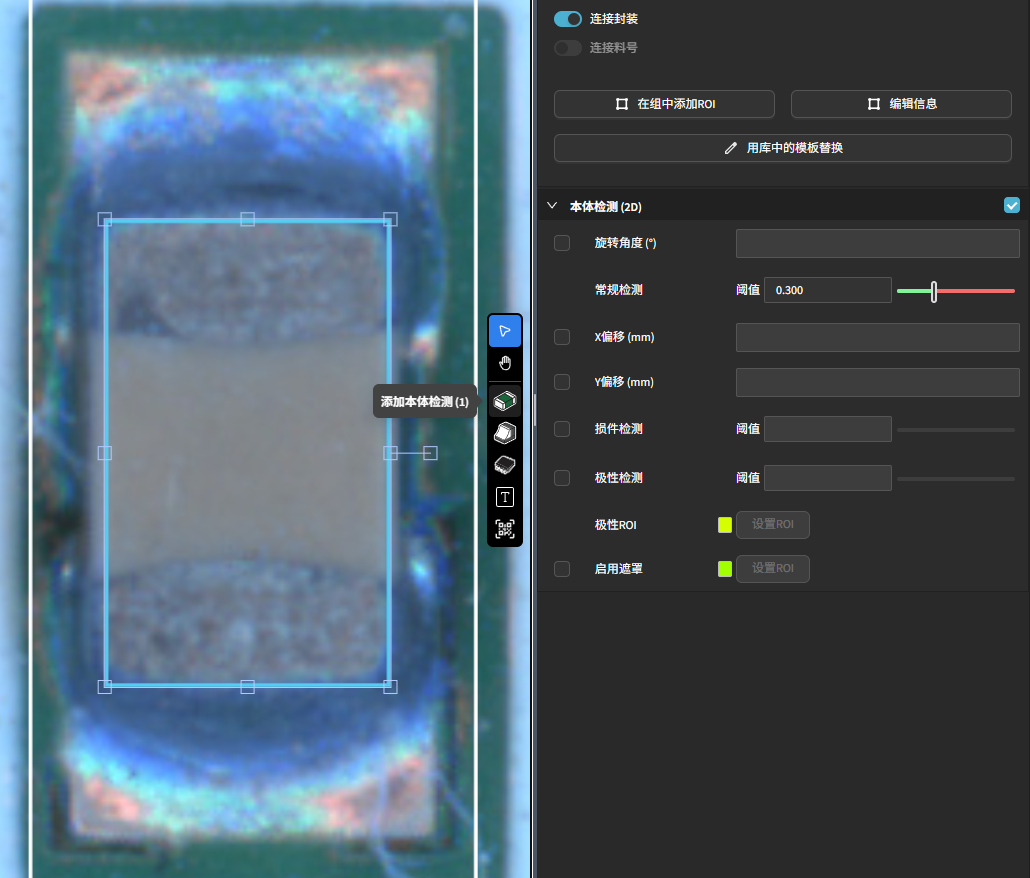
参数说明
- 旋转角度 (°)
元件本体的姿态偏差;启用后当偏差角度 > 阈值判定为 NG。
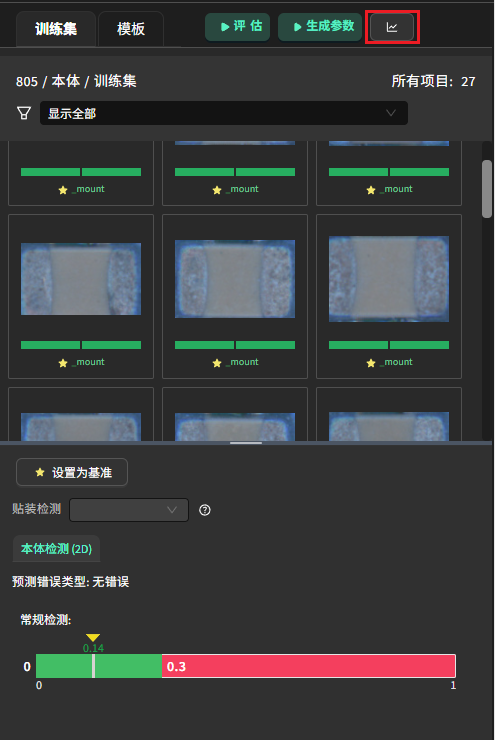
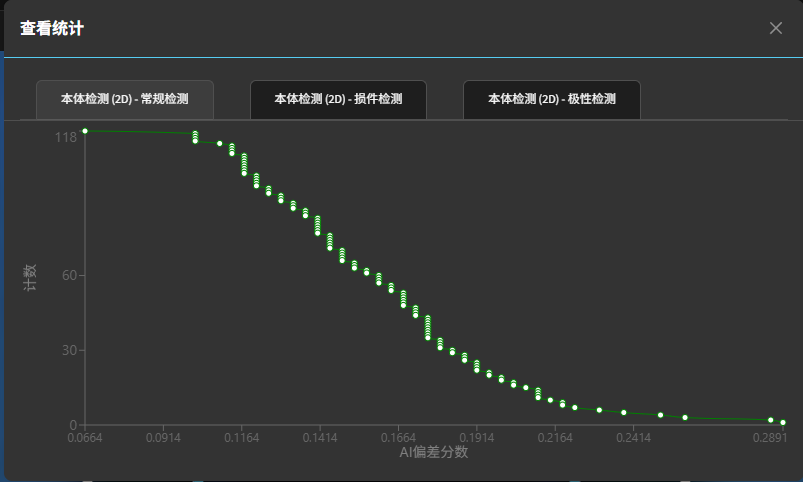
- 常规检测(AI)
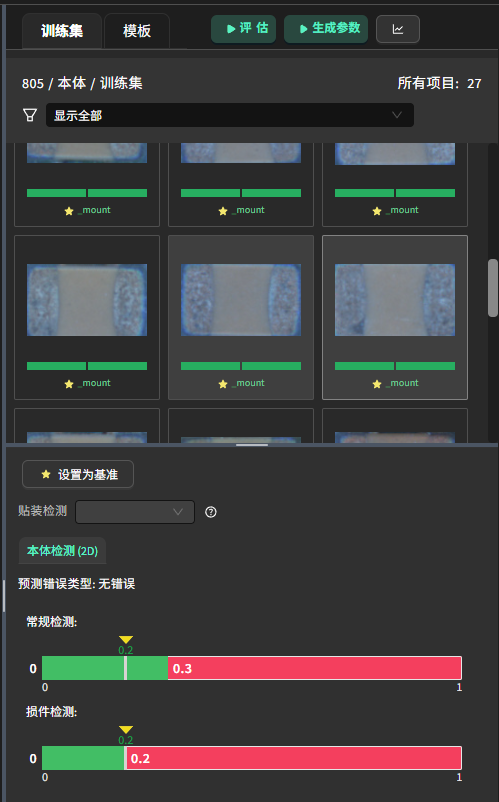
对元件本体的 AI 异常分数进行判定;分数接近 0 代表与正常相似,接近 1 代表与正常不相似。通过统计表查看正常/异常分数分布,选择合适阈值。
- X 偏移 (mm) / Y 偏移 (mm)
样本元件本体 与 标准元件本体 的平移偏差;大于阈值则 NG。
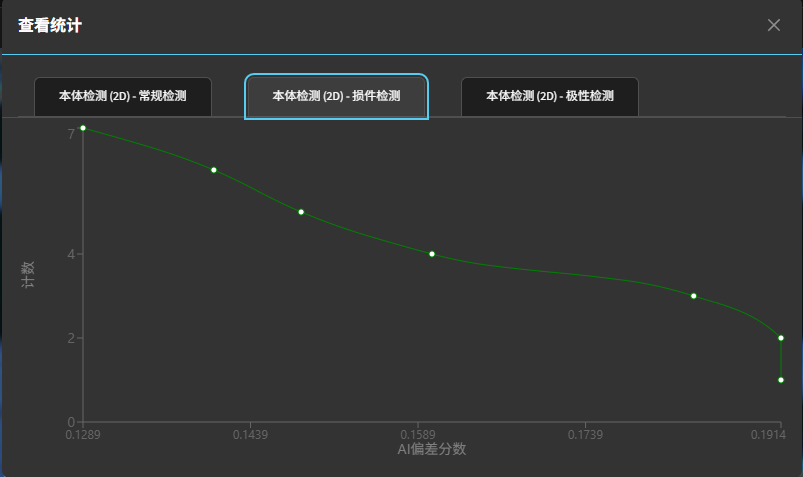
- 损件检测(AI,对齐后检测)
针对元件本体的破损、缺口等异常。检测前会先将元件图像与 标准样本 自动对齐,避免因位置偏移导致误判。 模型会输出一个分数:接近 0 表示与正常样本相似,接近 1 表示与正常样本差异大。 用户可以通过统计图表对比正常样本和异常样本的分数分布,进而选择合适的判定阈值。

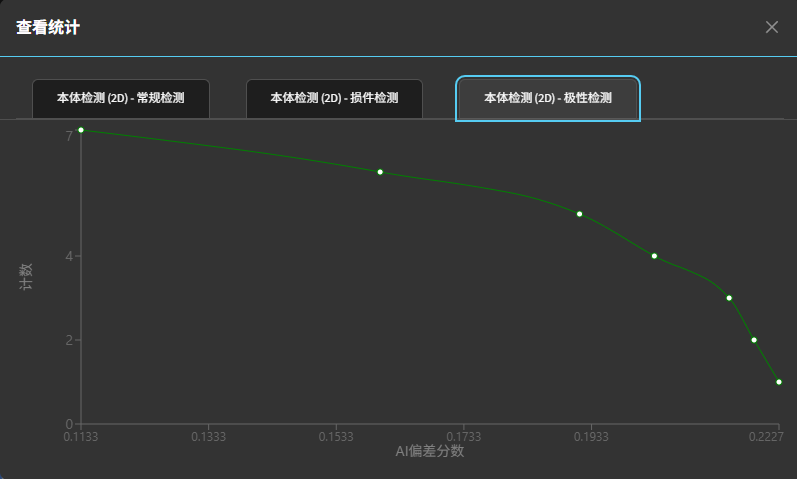
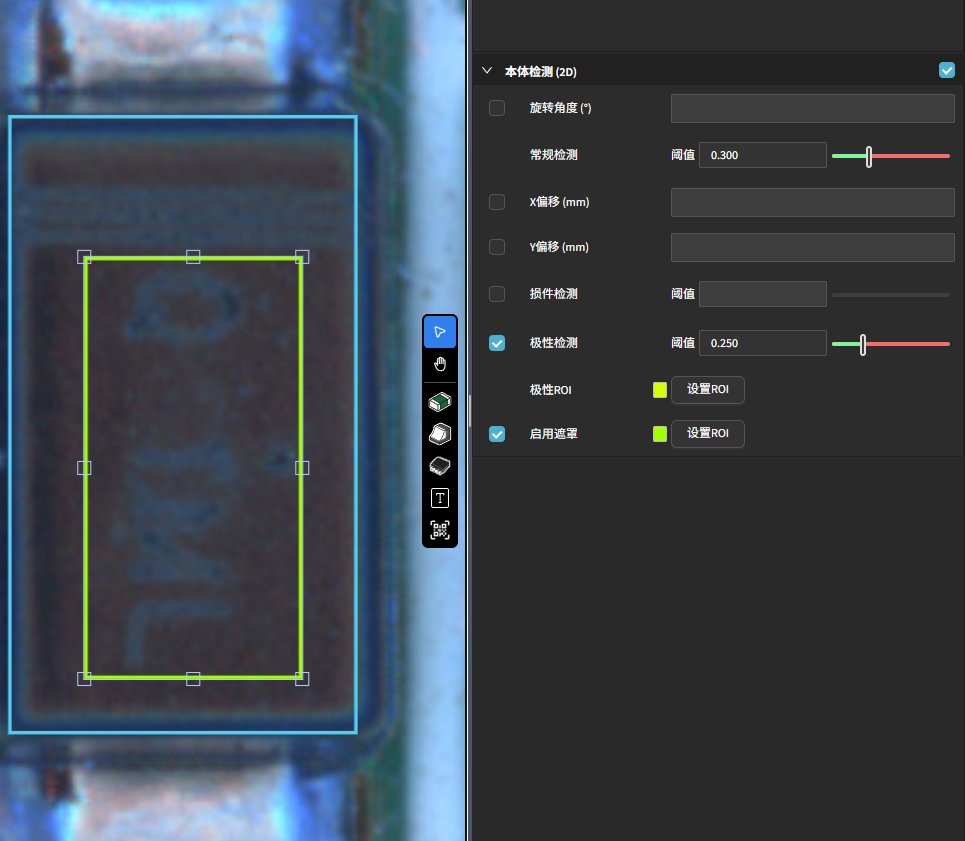
- 极性检测(AI,对齐后检测)
用于判断元件的极性方向是否正确。检测前同样会先对齐,以减少位置误差。 系统会在检测框内生成一个绿色的极性 ROI,只在该 ROI 区域内学习和判定极性特征,从而识别是否存在极性反转。 分数判定方式与损件检测相同:0 趋近正常,1 趋近异常,可通过分布图表设定阈值。
极性 ROI:点击 设置 ROI 或在显示窗口中直接拖拽 调整ROI框。
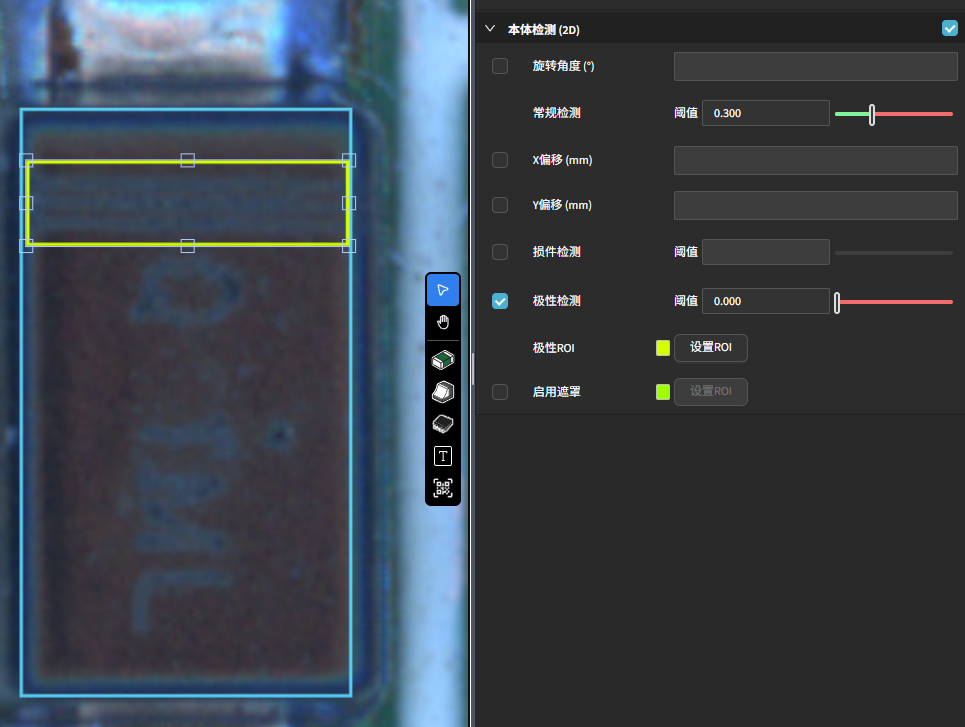

启用遮罩 对含有不固定字符/图案的区域进行遮蔽,避免影响 AI 检测。
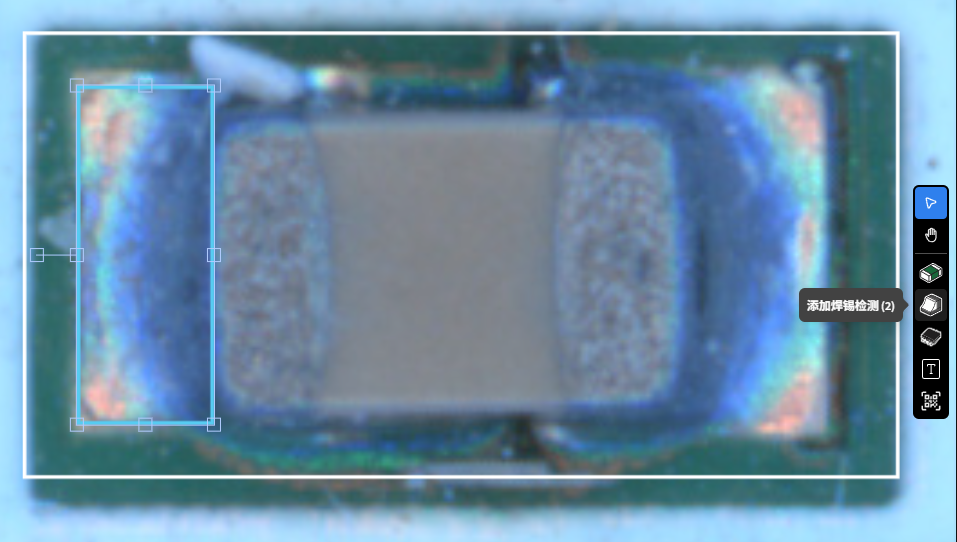
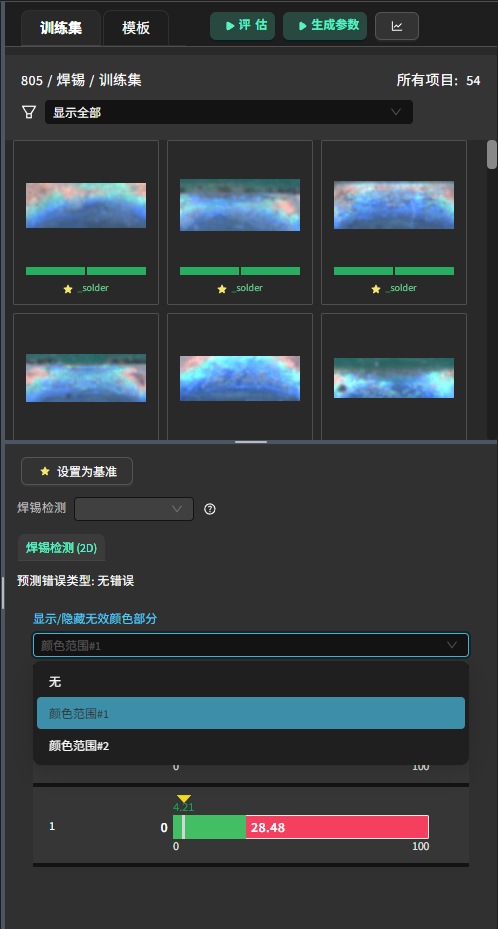
2. 焊料工具(2D,基于颜色比例)
核心思路:在 ROI 内用 HSV 颜色范围 对像素进行二值化,计算“有效像素比例”,并与设定范围比较以判定 OK/NG。一个 ROI 可配置 多个颜色范围 (如蓝通道斜面焊料、红通道平面焊盘),分别计算比例并独立设阈值。
步骤与参数
设置 ROI:框选存在焊料(爬锡/焊盘)的区域,ROI 支持旋转。
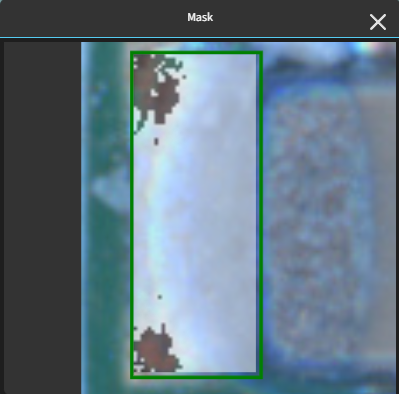
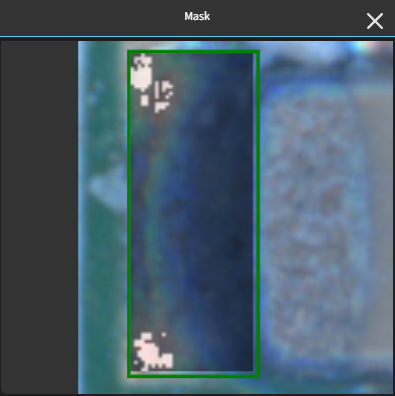
启用可视化: 评估后显示有效/无效区域的二值化 Mask;因有额外计算,建议仅在调试阶段开启。
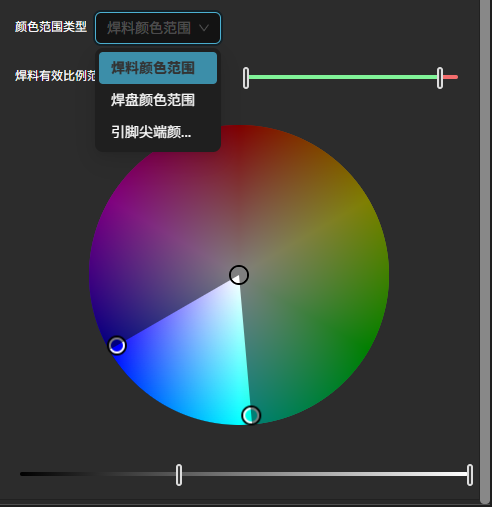
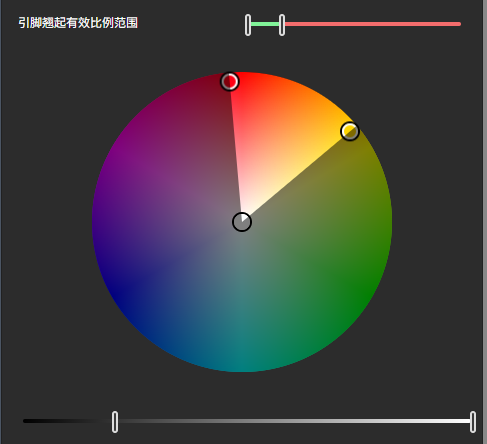
颜色范围(HSV): 在 HSV 色彩空间中,通过在色盘上选择三个点来定义颜色范围:中心点 (center) 位于色盘内部,作为色调基准;起点 (hsv_start) 和终点 (hsv_end) 位于圆环边缘(S=100),共同形成一个扇形区域作为有效色相范围,并配合下方的 亮度范围 限定最终有效的颜色区间。
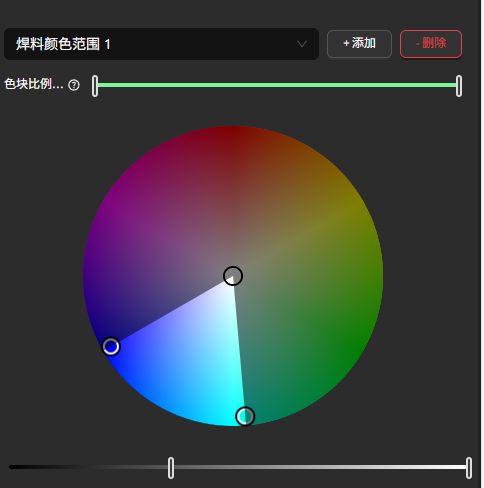
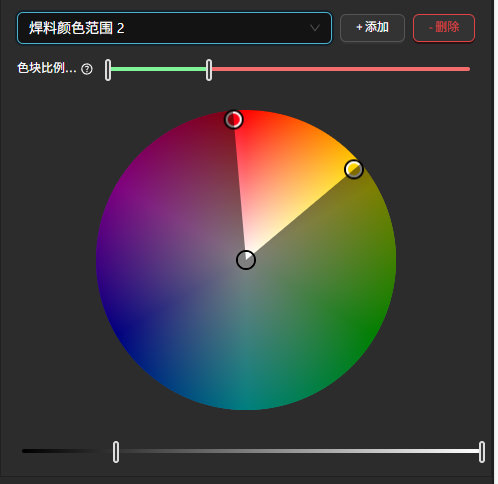
二值化与有效比例(Valid Ratio): 将 ROI 内属于颜色范围的像素计为“有效点”,有效比例定义为 \(\text{valid_ratio} = 100 \times \dfrac{\text{valid_point_count}}{\text{roi_area}}\)。 在评价时,会检查每个颜色范围对应的有效比例是否落入给定范围。 一个 ROI 可设置多组颜色范围,而这些范围可以在 颜色范围(HSV) 中配置。
3. 引脚工具
3.1 IC 引脚检测(2D,AI)
用途:在引脚阵列上自动生成引脚子框,结合 AI 缺陷检测识别桥接、缺焊、虚焊、少锡等。 方向标识:检测框上的三角箭头指向 外侧。
关键参数
引脚数量:自动均分生成对应个数的子 ROI。
引脚宽度 (mm):用于匹配实际引脚宽度,使子 ROI 与实体引脚对齐。
引脚阈值(AI):基于每个子 ROI 的 AI 分数进行判定。

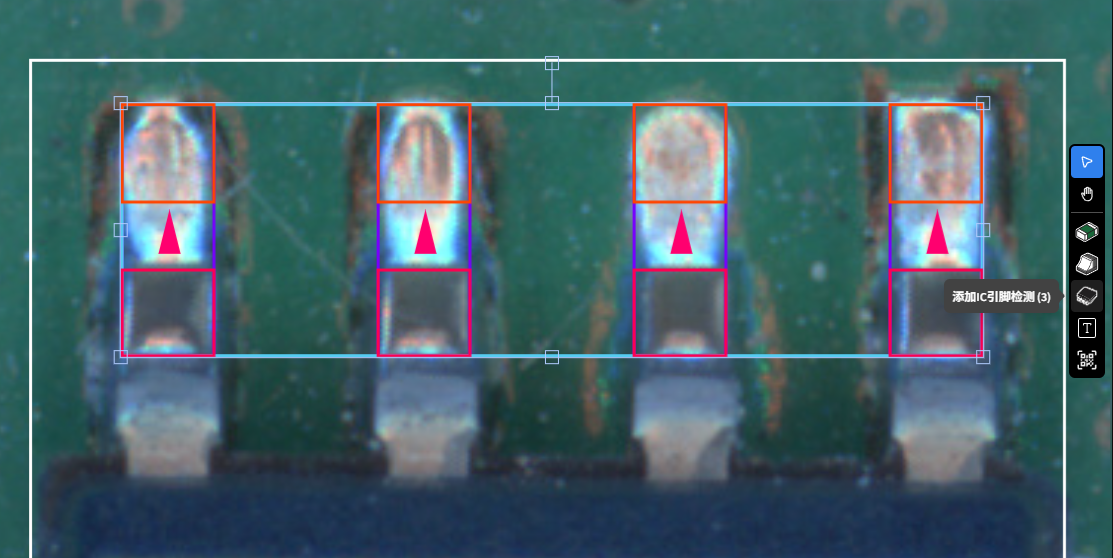
3.2 IC 引脚检测 v2(2D,基于颜色比例)
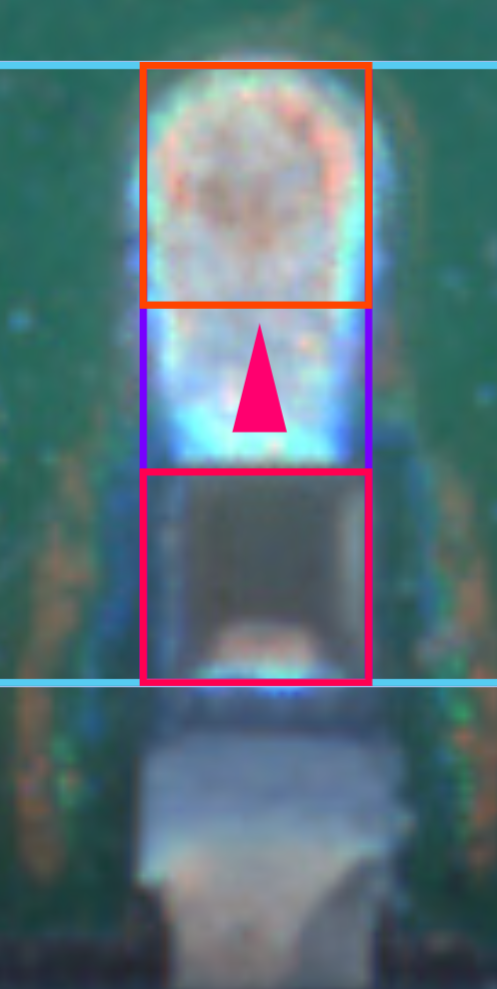
核心思路:将“引脚区域”划分为 Solder(焊料)/Pad(焊盘)/Tip(引脚顶端) 三类子区域,分别以 颜色范围 做二值化,计算各自与整体的 有效比例 与 均值/邻域 统计,对桥接与翘脚(Lifted Lead)等典型缺陷进行鲁棒判定。
Note
总结:上 = 焊盘区 (Pad), 橙色框,下 = 引脚末端(Tip), 红色框,中间 = 焊料区(Solder)。
通用
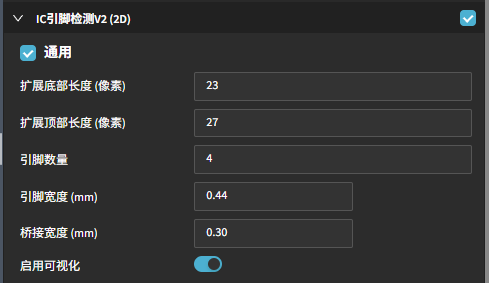
扩展底部长度(像素) / 扩展顶部长度(像素):沿着引脚的法线方向向上和向下扩展 ROI,使其能够覆盖焊盘和引脚末端区域,从而完整包含三个子区域。扩展方式既可以通过手动输入数值完成,也可以直接在显示窗口中拖拽调整检测框。
引脚数量 / 引脚宽度 (mm):用于在 ROI 内自动均分生成子框,并与实际引脚对齐。
桥接宽度 (mm):定义相邻引脚之间的“桥接检测带”宽度,用于检测短路或连锡。默认情况下,系统会以两个引脚间的间隙为基准。可以更改宽度值,在间隙区域居中裁剪出检测带。这样可以避免引脚边缘被截入,减少图像差异带来的干扰。
启用可视化:显示各子区域的二值化结果与比例统计,因有额外计算,建议仅在调试阶段开启。

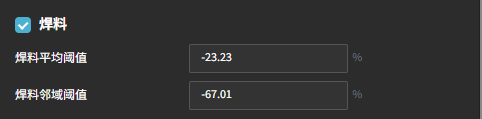
焊料(Solder)
颜色范围:为“焊料”区域配置有效的 HSV 颜色范围, 和有效比例范围
TODO: 等待更新 - 焊料平均阈值 (Solder Mean Threshold)
当引脚的 valid_ratio 未能落入预设的 Solder Valid Ratio Range 时,会触发二次判定。 此时,系统会计算该引脚的 valid_ratio 与所有引脚平均值 (mean_valid_ratio) 的差异: - 如果差异 大于阈值 ⇒ 视为正常; - 如果差异 小于或等于阈值 ⇒ 判定为 NG。
- 焊料邻域阈值 (Solder Neighbor Threshold)
同样在 valid_ratio 超出 Solder Valid Ratio Range 时启用。 系统会比较该引脚的 valid_ratio 与相邻引脚的 valid_ratio: - 如果差异 大于阈值 ⇒ 视为正常; - 如果差异 小于或等于阈值 ⇒ 判定为 NG。
Note
判定流程为: 1. 首先检查 valid_ratio 是否在 Solder Valid Ratio Range 内,若在范围内 ⇒ OK; 2. 若超出范围,则进入二次判定:
只要满足 平均阈值 或 邻域阈值 中的任意一个条件 ⇒ OK;
如果两者都不满足 ⇒ NG。
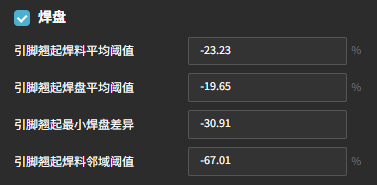
焊盘(Pad)
颜色范围(Pad):为“焊盘”区域配置有效的 HSV 颜色范围。

TODO: 等待更新
- 引脚翘起焊料平均阈值
当前引脚 焊料区 (Solder) 的有效比例 − 所有引脚焊料区有效比例的平均值 > 设定阈值 若条件成立,则判定为 OK,否则判定为 NG。
- 引脚翘起焊盘平均阈值
当前引脚 焊盘区 (Pad) 的有效比例 − 所有引脚焊料区有效比例的平均值 > 设定阈值 若条件成立,则判定为 OK,否则判定为 NG。
- 引脚翘起最小焊盘差异
比较同一个引脚的 焊料区 (Solder) 和 焊盘区 (Pad)。 正常情况下,焊料 > 焊盘;如果两者差距太小,就说明焊盘暴露、焊料不足,有可能是翘脚。
- 引脚翘起焊料邻域阈值
比较当前引脚的 焊料区 (Solder) 和相邻引脚的焊料情况。 如果差异过大,说明它和左右邻居不一致,可能就是局部异常。
引脚末端
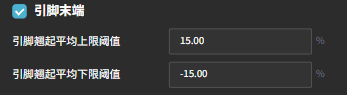
颜色范围(Tip):为“引脚末端”区域配置有效的 HSV 颜色范围, 和有效比例范围
- 引脚翘起平均上限阈值
比较所有引脚的引脚末端 (Tip) 区域的平均有效比例,若其值高于该上限阈值,则判定为异常。
- 引脚翘起平均下限阈值
比较所有引脚的引脚末端 (Tip) 区域的平均有效比例,若其值低于该下限阈值,则判定为异常。
4. 文本工具
用途:识别并校验检测框内文本。检测框上的三角形箭头用于表示文本的阅读方向,应确保箭头方向与实际字符方向一致,以便正确识别。
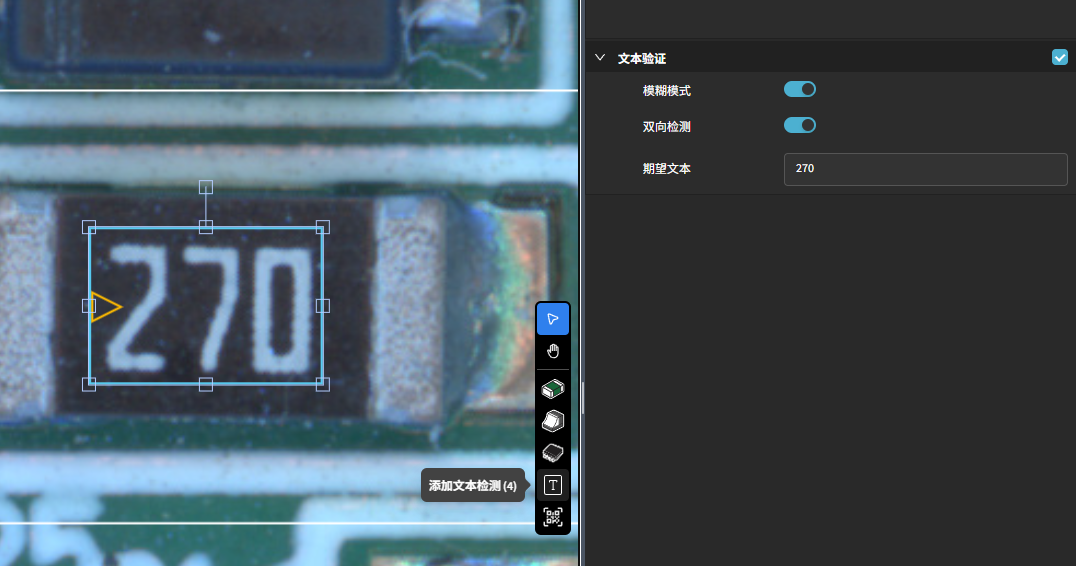
模糊模式:当“期望文本”与检测文本长度一致时,可通过反馈把易混字符(如 1 / l )加入模糊表;两者互换也视为正确。
双向检测:进行 0°/180° 两次识别,任意方向匹配即判定 OK。
期望文本:输入目标字符串。
5. 条形码工具
用途:识别条码/二维码,并将读出的序列号用于与历史检测记录关联(如 PCB 唯一序列号)。
